Max-Air Technology’s pneumatic actuators are precision engineered and manufactured with design features that enhance performance and prolong product life to over 1,000,000 cycles. Proprietary machining methods and rugged rack-and-pinion design separates Max-Air from the competition. Verified by rigorous testing, the complete line of aluminum UT and MT series actuators are designed to outlast other components and provide reliable actuation in a variety of applications. Proven in the laboratory and in the field, Max-Air Technology confidently offers its aluminum pneumatic actuators with an unparalleled “Unlimited Cycle Life Warranty” (technopolymer or glass-reinforced polypropylene actuators not included).

Above: Microscopic surface grooves and honing surface finish
Honing:
The most critical design feature that enables extended cycle life is created in the final step of the manufacturing process: honing the bore of the actuator body. Honing creates the ideal surface for the dynamic sealing which occurs during the actuator piston stroke. The piston o-rings must maintain contact with the actuator body but also require lubrication to function smoothly without damaging the sealing material. The honing process results in a bore that is extremely dimensionally uniform throughout its length and – more importantly – creates a pattern of micro scratches on the surface of the bore. These microscopic grooves hold lubrication in place and help maintain a thin film of grease, preventing the wiping action that typically takes place with a piston seal. Honing is so effective for high cycle applications, in fact, that it is the same process used to machine automotive engine cylinders.
Rugged Rack and Pinion & Body Design
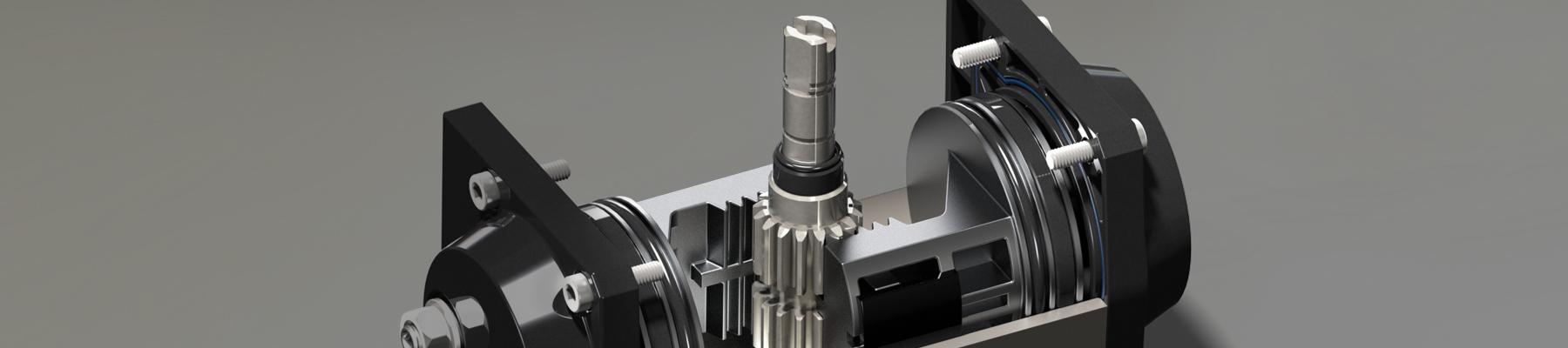
The rack and pinion design inside all Max-Air actuators is engineered to withstand the variety of forces associated with different valve torque curves and high flow velocities. The teeth are larger and more substantial than those found in competitor’s actuators, and the pinion comes standard with corrosion-resistant electroless nickel plating, which minimizes surface wear. Every detail of the tooth design was optimized over the course of 3 years to provide a superior and robust product that can operate in the most difficult flow conditions. In addition to the rack and pinion design, Max-Air designed the other components to the same high standard. Travel stops and end caps can withstand forces applied at each end of travel, and both the UT and MT aluminum series actuators are rated to a maximum operating pressure of 150 PSI – the best in the industry.
Above: Max-Air actuator rack and pinion design with travel stops
Testing and Verification:
In the design verification process, every Max-Air actuator – double acting and spring return style – is subjected to rigorous testing to ensure optimum performance and high cycle life. In laboratory proof-of-design tests, for example, hydrostatic testing proves the integrity of the pressure vessel, and load tests verify that the position travel stops will withstand forces applied at the end of travel. These benchmarks, among a battery of other tests, are conducted on every size actuator to validate that each component will hold up to the design limits.
Max-Air actuators are also subjected to extensive field simulation tests, to mimic the conditions of actual in-field service. The performance of each actuator design in these assessments is indicative of how the product will perform in a real-life application. These tests include:
1. No-load cycle testing at full operating pressure, which tests the endurance limits of the position travel stops and the overall drive mechanism at the highest possible pressure. All actuators are required to successfully complete 1,000,000+ stroke cycles.
2. Full rated torque load cycle testing, which is tested with a brake mechanism to simulate a level torque load, associated with a high friction type valve and a relatively flat torque curve. All actuators are required to complete 1,000,000+ stroke cycles.
3. Cycle testing on production valves at normal operating pressure, which most closely simulates field use. The actuators are tested on a variety of valve types and are exposed to commonly occurring field conditions such as slight misalignment and stem axial loads. The torque profiles can vary greatly from valve to valve (e.g. high opening torque and low running torque as seen on floating ball and butterfly valves). Max-Air actuators are required to operate successfully under all of these conditions for 1,000,000+ stroke cycles.
After initial design testing, random periodic testing of actuators pulled from production is also performed on a regular basis for quality control. Using these methods of extensive testing and regular quality checks, Max-Air actuators are designed to provide consistent and reliable actuation. Proven both in the laboratory and in the field, they perform outstandingly well in a broad spectrum of environmental conditions and applications.
At every stage of design and implementation – from concept to the end-user – Max-Air aluminum actuators are engineered to be high quality, robust products with an extended cycle life that is unrivaled in the industry and back by an “Unlimited Cycle Life Warranty”. Max-Air is committed to offering automation solutions that exceed customer expectations, and providing actuators that outlast the valves they actuate.